低碳钢的焊条仰焊单面焊双面成形
最后更新:2020-03-18 10:20:45 手机定位技术交流文章
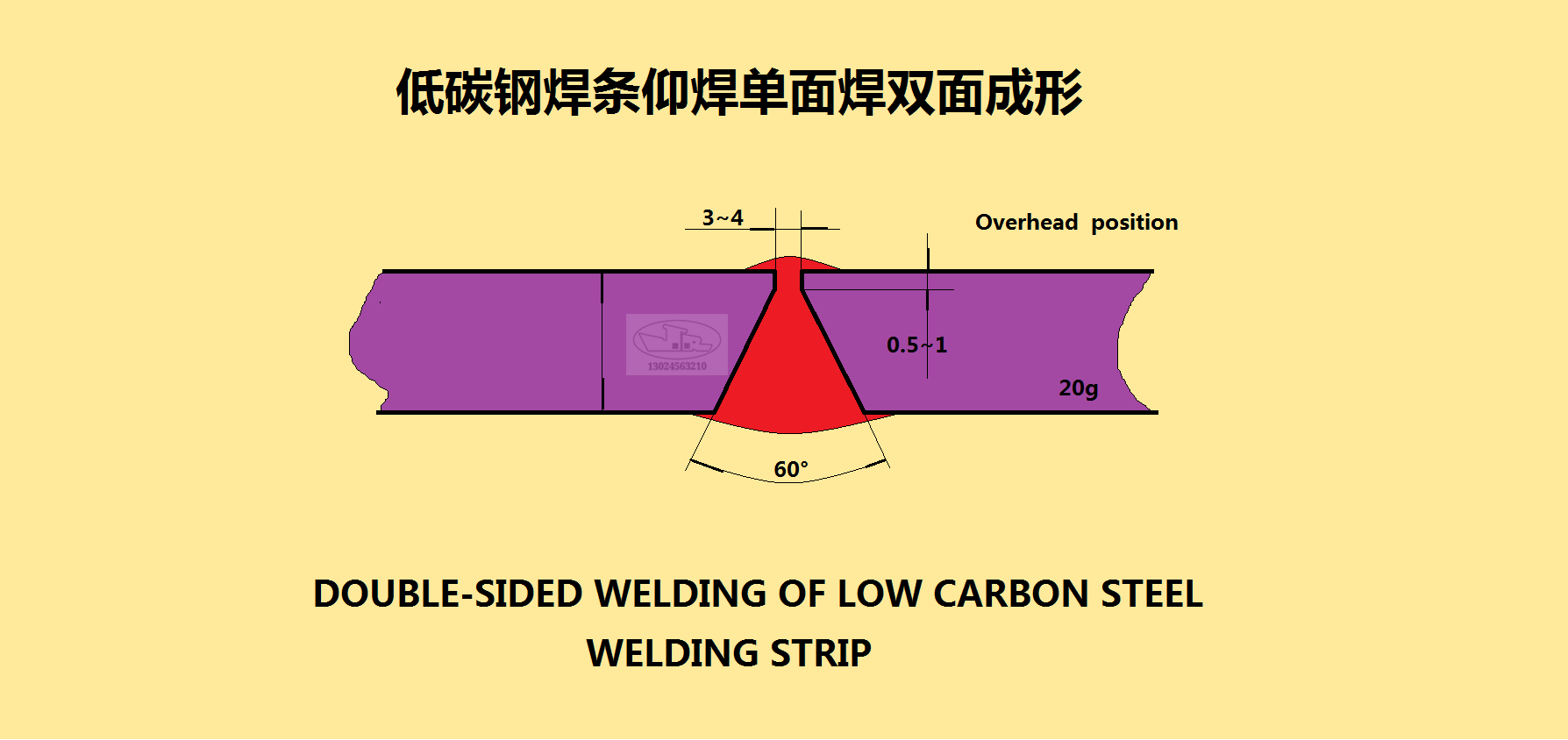
现有的12毫米厚低碳钢板焊接件将对接焊接,并处于倒置焊接位置,需要单面焊接和双面成型。首先,清理由焊缝裂纹组成的焊件,清除坡口前后及两侧20毫米范围内的油污、铁锈及其他污垢,使其呈现金属光泽。装配后,装配间隙的初始焊接端约为3毫米,采用普通J422焊条。定位焊接采用与焊接件相同类型的焊条进行定位焊接,并固定在焊接件的背面。焊接点的长度为10-15毫米,宽度为15-17毫米,厚度为5-8毫米,偏差不超过1.0毫米
低碳钢仰焊焊接工艺参数见图1

。操作要点和注意事项
仰焊是最困难的焊接位置类型。它依靠吹弧刀和熔融金属。表面张力将导致熔融金属的表面张力将熔融金属传递到熔池,并且焊条熔滴过渡的重力阻碍熔融熔滴的过渡。熔池金属会在重力的影响下下落,导致前表面闪光和后表面下陷。熔池的温度越高,熔池的表面张力越小。因此,必须采用短弧焊接操作来控制操作期间熔池的体积和温度以及焊接层的厚度。由于熔池的高低温、熔池的存在时间、熔池的尺寸和液态金属积聚的薄厚度,直接影响背面的成形质量。
焊件的结构通常采用四层四道:
1和打底焊。底层可通过引弧焊接或连续电弧焊进行焊接。引弧焊接是在定位焊缝前10 ~ 15毫米的坡口一侧开始引弧,然后将电弧拉回到定位焊缝的中心,加热根部,然后压下电弧将熔滴送至定位焊缝的根部。同时,焊条将在初始焊接位置的坡口中作轻微的横向快速摆动。当焊接到定位焊缝的尾部时,应稍微预热,并将焊条向上推。听到“噗噗”声后,表明坡口根部已经完全熔化,形成了第一个熔池(也称为熔池座),在熔池前方形成了槽两侧1.5~2mm深的熔孔。那么焊条将倾斜向下快速灭弧时间间隔为0.5~0.8s后,再次开始引弧。
注:当熔池由亮白色变为黄色,液态金属与固态金属的边界线逐渐减小到焊条直径的1~1.5倍时,电弧应重新点燃,其位置应在边界线前缘以下1~2mm。当听到“噗”的击穿声时,电弧应立即熄灭焊接时,应保持适当的焊条倾斜度,焊条与焊接反方向的夹角应为70° ~ 80°在
的焊接过程中,一般采用两点击穿法,左右两边的钝边应完全熔化,并渗透到两边的母材中1.5~2mm带材输送速度应快,灭弧动作应迅速灵活,焊条不应摆动,焊条应始终向上探。吹弧力能有效防止背面焊缝凹陷和正面焊缝焊接。焊接时,焊件背面应保持焊缝凸出,焊件背面应保持2/3弧柱长度,熔透孔的位置应准确。
熄弧和起弧时间应短,焊条不摆动,电弧燃烧0.8~1s,并通过约1/3的熔化孔,然后迅速起弧至坡口侧后方,每次起弧位置应准确,焊条的中心应与熔化池前端和母材的连接处对齐焊接时应注意熔池中的熔融金属。一旦与凝固的金属接触,电弧将立即被切断,电弧的正常燃烧时间不得超过1秒。否则,如果熔池的温度太高,熔池的体积将增加,导致背面下陷得太深。在更换电极
之前,应在熔池边缘的背面快速添加2-3滴熔融金属熔池被缓慢冷却,然后电弧被减弱到后侧以熄灭电弧。头部的边缘较薄,这有利于关节。快速更换焊条后,在弧坑后面8 ~ 10毫米的坡口引弧。当用连续引弧法将焊条运送到原弧坑时,将焊条沿预制焊接孔移动到坡口根部的底部。听到“噗噗”声后,稍停片刻,熄灭熔池中部斜下方的电弧,然后恢复原来的断弧方法。
底部焊缝应薄且均匀,外观柔和,以防止背面焊缝产生凹陷。否则,在焊接第二焊缝时,容易出现夹渣和不完全熔化等缺陷。
2、连续电弧焊法,引弧时,应在定位焊缝上引弧,焊条应在坡口内水平快速摆动。当焊接到定位焊缝的尾部时,应稍微预热焊条,并将焊条向上推。当听到“噗噗”声时,表示坡口根部已经穿透,形成第一个熔池,熔孔应穿透坡口两侧0.5 ~ 1毫米。带材运输方法采用轻微横向摆动或直线往复式带材运输。当焊条摆动到坡口两侧时,需要稍作停顿,使填充金属与母材熔合良好,防止咬边。焊条与焊件下平面的夹角为90°,焊条与焊接反方向的夹角约为70-80°在
焊接过程中,应采用短弧焊接,弧长应控制在3毫米以内,液态金属应由吹弧力支撑,一部分液态金属应送至焊件背面。为了确保新熔池与前一熔池的1/2重叠,焊接速度应适当加快,以减少熔池的横截面积,形成薄的焊接层,并减少焊接层的自重。焊条的倾角应正确,焊接时应保证焊件背面有2/3的弧柱长度。焊接层表面应平直,避免向下凸出。否则会给下一层焊接带来困难,容易产生夹渣、未熔合等缺陷。当
电弧停止时,首先在熔池前打一个熔化孔,然后将电弧拉回约10毫米,然后熄灭电弧并使其形成一个斜坡。连接时,如使用热连接方法引弧应在弧坑后10毫米的凹槽内进行。当带材运输到弧坑根部时,焊条与焊接方向之间的夹角应减小。同时,焊条应沿原熔化孔向坡口根部推进。听到“噗噗”声后,应停止焊接,恢复正常焊接方法。
连接器采用冷连接方式待弧坑冷却后,用砂轮或平铲在接弧处磨出10-15毫米的斜面,在斜面上引弧并预热,使弧坑温度逐渐升高,然后沿原熔化孔迅速将焊条顶上,听到“噗噗”声后,稍作停顿,恢复正常焊接
2、填料层焊接应分两层和两层进行。焊接填充层前,应仔细清理背焊道从焊接开始约10毫米处开始电弧,然后将电弧拉回到焊接开始处。采用短圆弧、月牙形或锯齿形的条状运输方式。弧长最好控制在3毫米以下,以防止气孔的出现。当焊条从焊接反方向以85° ~ 90°的角度摆动到两侧坡口时,应稍停,中间应快些。212秒的速度方法可以用来形成更薄的焊缝。让熔池总是椭圆形的,并确保相同的大小。
3、覆盖层用填充层焊接电弧,采用短弧、月牙形或锯齿形带焊条与焊接方向的夹角为90°当焊条摆动到坡口边缘时,稍作停顿,待坡口边缘熔化1~2mm,并仔细观察两边的熔化程度,以防咬边。可采用第二速度条111法,焊接速度应均匀,使焊缝表面平整接头可以热连接。更换带填充层的焊条,在弧坑前约10毫米处引弧,然后将电弧拉到弧坑处,画一个小圆圈使弧坑重新熔化,然后进行正常焊接,这是通常的焊接方法。
本文由 在线网速测试 整理编辑,转载请注明出处。